

注塑成型透明塑料件的難點主要包括模具設計、注塑工藝、材料處理等多個方面。
首先,模具設計是注塑成型透明塑料件的關鍵難點之一。模具設計需要特別注意以下幾點:
1.壁厚應盡量均勻,避免回流動不暢或冷卻不均導致表面缺陷。過渡部分應圓滑,防止尖角、銳邊產生。
2.澆口和流道設計要合理,確保氣體和熔體中的氣體能及時排出。
3.模具表面要光潔,粗糙度低,以減少表面質量缺陷。
其次,注塑工藝方面也存在諸多挑戰:注射溫度和壓力需要精確控制,以克服熔料粘度大的問題,同時避免內應力造成的脫模困難和變形。注射速度應合理設置,采用慢-快-慢的多級注射方式,以減少氣泡和表面縮水。保壓時間和成型周期應盡量短,以減少熔料在機筒內的停留時間。
最后,材料處理也是不可忽視的難點:
1.原料的清潔和處理非常重要,防止原料污染和雜質的存在。
2.原料的干燥要充分,特別是對于熱穩定性差的樹脂,以減少氣泡和銀紋的產生。
3.通過合理設計和優化這些方面,可以有效解決透明塑料件注塑過程中的難點,提高產品質量。
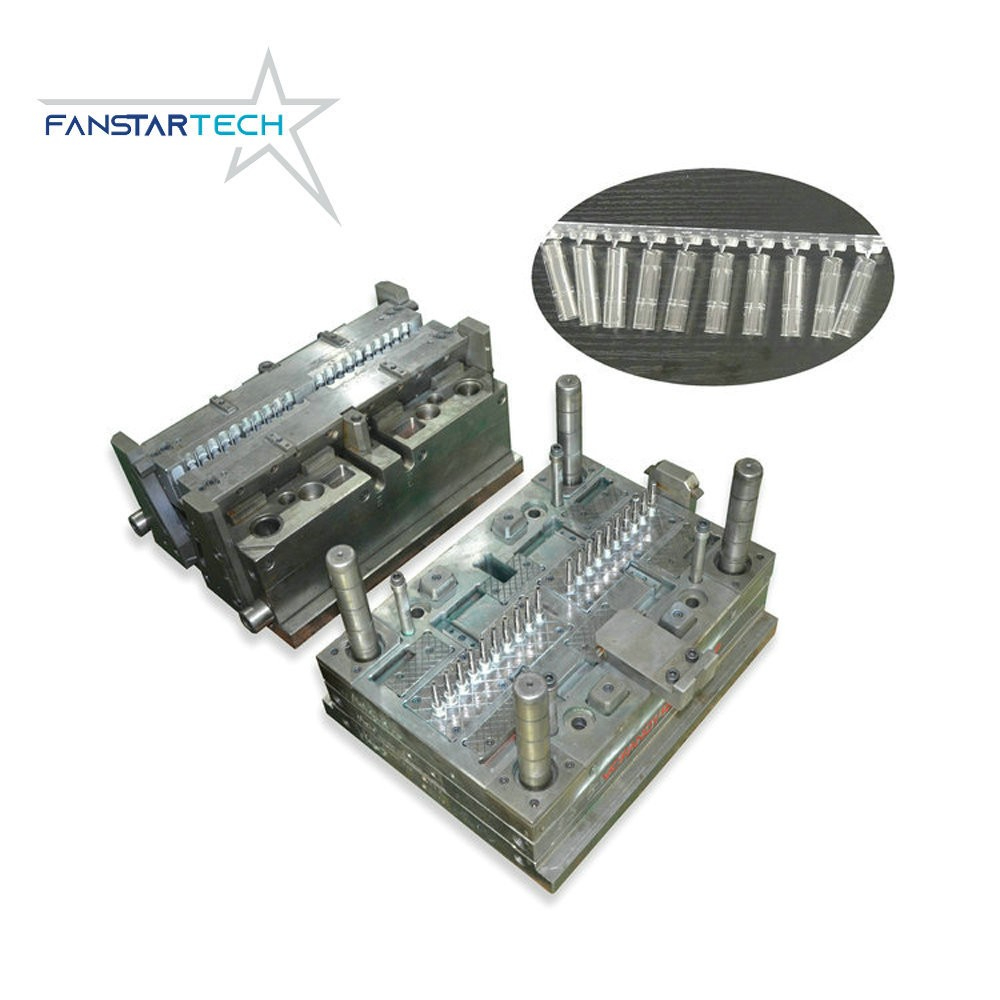
我們東莞范仕達專業做模具、注塑加工十多年,總結出的透明注塑件比正常注塑件有點難度的,那么有什么透明注塑件的缺陷有哪呢 ?在注塑成型透明塑料件時,可能會遇到多種缺陷,包括但不限于氣泡、氣孔、砂眼、熔接痕、料流痕、裂紋、絲紋等。這些缺陷的產生原因多種多樣,解決方法也各不相同。以下是一些常見的缺陷及其解決方法:
氣泡:
由于樹脂內的水氣和其它氣體排不出去或因充模不足,產品表面又過快冷凝而形成“真空泡”。解決方法包括根據壁厚確定合理的澆口和流道尺寸,降低注射速率,提高注塑壓力,采用熔融粘度等級高的材料等。
氣孔及砂眼:
原料內混入異物雜質、注射壓力太低、螺桿背壓不足等原因可能導致氣孔及砂眼。解決方法包括徹底清除原料中的異物雜質,適當增加螺桿背壓,改進流道形式,重新選位開口澆口和流道等。
熔接痕及料流痕:
熔料溫度太低、注射壓力太低、供料不足等原因可能導致熔接痕及料流痕。解決方法包括適當提高成型溫度和注射壓力,增加供料量或換用較大規格的注射機,改進流道形式等。
裂紋及絲紋:
熔料溫度太高、注射壓力偏低、原料干燥不良等原因可能導致裂紋及絲紋。解決方法包括適當降低成型溫度和調節料筒的溫度分布,適當提高注射壓力,提高干燥溫度及延長干燥時間等。
漩紋:
熔料溫度太高或太低、供料太多、模具溫度太低等原因可能導致漩紋。解決方法包括適當調整熔料溫度,減少供料量,提高模具溫度等。
此外,還有一些通用的解決方法,如適當延長冷卻時間、提高模具溫度、改進模具排氣等,這些方法可以應用于多種缺陷的解決。通過這些方法,可以有效減少或消除透明塑料件在注塑過程中出現的各種缺陷,提高產品質量。

 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


