
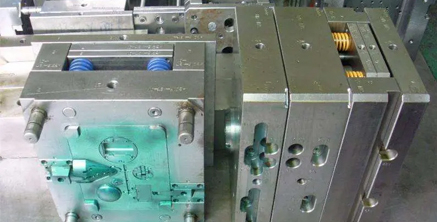
模具鑲件是模具的重要組成部分,其精度直接影響著成型產品的質量。然而,在生產過程中,模具鑲件往往會出現偏移問題,導致模具精度下降,甚至影響生產效率。本文將介紹一種有效解決模具鑲件偏移的方法,幫助您輕松提升模具精度。
在注塑模具制造過程中,有時會遇到一個問題:如何將亮面制品變為啞光面?這種改變不僅能使產品外觀更加美觀,還能提高其防滑性和抗刮性,進而提升整體質量。本文將詳細闡述這個問題,介紹可能的解決方案以及實踐中的經驗分享。
在注塑成型過程中,PC材料經常被用作生產各類塑件的首選。然而,有時我們會遇到一個問題:PC注塑成型的表面不平。這種情況不僅影響產品的美觀度,還可能對產品的性能和使用體驗造成負面影響。本文將深入探討PC注塑成型表面不平的原因,并提出相應的解決辦法。
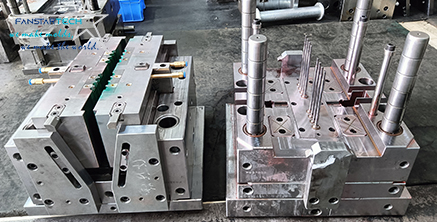
隨著制造業的持續發展,注塑模具市場正逐漸擴大。客戶對于高效、高精度、高品質的產品需求也在不斷提升。然而,傳統的注塑模具制造方式存在著許多問題,如生產效率低下、模具精度不高、使用壽命短等。這些問題成為了客戶在生產過程中的痛點。

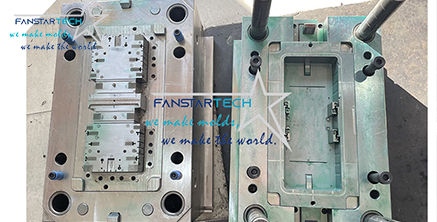
精密塑料注塑模具加工是一門高精度的制造藝術,它直接影響著塑料制品的質量、產量和成本。隨著科技的不斷發展,精密塑料注塑模具加工技術也在不斷提升,從而滿足更高標準的產品需求。在眾多模具廠家中,范仕達模具以其領先的技術實力、卓越的生產流程和嚴格的質量控制,脫穎而出,成為了業內的佼佼者。

在注塑行業中,PBT(聚對苯二甲酸丁二酯)材質的產品變形是一個常見的問題。這種變形可能會影響產品的尺寸精度、使用性能和外觀質量。本文將分析PBT材質注塑產品變形的原因,并介紹相應的解決辦法。
在塑料制品生產中,肉厚差問題常常出現。這種現象會導致產品強度降低、使用壽命縮短,甚至影響安全性。那么,如何解決這個問題呢?本文將分析塑料產品肉厚差的原因,并探討有效的改善方法。
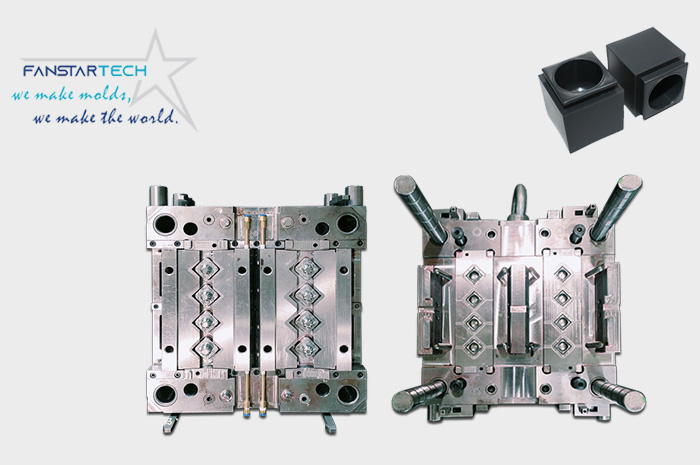
pom注塑成型是工業生產中的重要環節,為了提升生產效率和產品質量,采用熱流道技術是一種有效的解決方案。
在注塑模具設計中,選擇合適的進膠方式是至關重要的一步。其中,中間進膠是一種常見的選擇,它以平衡的塑料流動、更簡潔的澆注系統、靈活的澆口位置、降低的模具磨損以及產品的高質量著稱。
在注塑成型過程中,模流不一致是一個常見的問題,它會影響產品質量和生產效率。本文將深入探討注塑成型模流不一致的原因和影響,并提出相應的解決策略。
注塑成型過程中,打不膠和毛邊的問題常常困擾著制造商。本文將分析這兩個問題的原因,并提出相應的解決辦法,幫助您克服這些難題。

在注塑生產過程中,有時會遇到一個令人困擾的問題——PC注塑產品表面出現凹坑。這種情況不僅影響產品的外觀,還可能影響其性能。本文將分析PC注塑產品表面出現凹坑的原因,并探討相應的解決辦法。


 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


